We use cookies to improve service and protect users.


Technical Info
- ONLINE PR
- PRODUCTS

General data
HOME > Technical Info > General data
Recommend condition for Carbide Reamer
Recommend condition for Carbide Reamer
| Workpiece | Diameter (mm) | Cutting condition | ||
|---|---|---|---|---|
| Quality of material | Tensile strength (Kg/mm2) / Hardness (HB) |
V (m/min) | f (mm/rev) | |
| Carbon steel | ~ 100 | ~10 10~25 25~40 |
8 ~ 12 | 0.15 ~ 0.25 0.20 ~ 0.40 0.30 ~ 0.50 |
| 100 ~ 140 | ~10 10~25 25~40 |
6 ~ 10 | 0.12 ~ 0.20 0.15 ~ 0.30 0.20 ~ 0.40 |
|
| Cast steel | 40 ~ 50 | ~10 10~25 25~40 |
8 ~ 12 | 0.15 ~ 0.25 0.20 ~ 0.40 0.30 ~ 0.50 |
| 50 ~ 70 | ~10 10~25 25~40 |
6 ~ 10 | 0.12 ~ 0.20 0.15 ~ 0.30 0.20 ~ 0.40 |
|
| Cast iron | ~ 200 | ~10 10~25 25~40 |
8 ~ 15 | 0.20 ~ 0.30 0.30 ~ 0.50 0.40 ~ 0.70 |
| 200 ~ | ~10 10~25 25~40 |
6 ~ 12 | 0.15 ~ 0.25 0.20 ~ 0.40 0.30 ~ 0.50 |
|
| Aluminum alloy | ~10 | 15 ~ 25 | 0.20 ~ 0.30 0.30 ~ 0.50 0.40 ~ 0.70 |
|
| 10~25 25~40 |
20 ~30 | |||
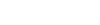
Effect on chamfer
Effect on chamfer
| Shape | Feature |
|---|---|
 |
If Feed stopped on Sharpe edge of flute, it make mark on machine surface. |
 |
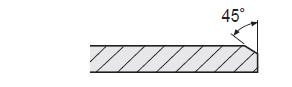
The work surface of R is good, but the work surface of R is difficult, and vice versa. |
 |
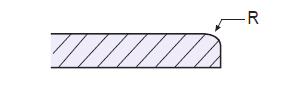
It is called a double-edged shape. The chip can be created in two layers and produce good results, but it is difficult to regrinding. |
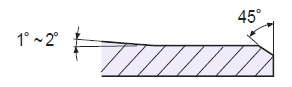 |
1 to 2 in the information section of the cutting edge, the cutting edge is long and Tool life is limited. A good effect can be obtained from finish machining. |
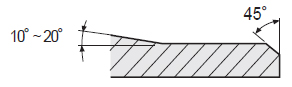 |
The second-tier guidebook is 10 to 20。 It is economical because the Cutting Flute is relatively short and has a long distance. |
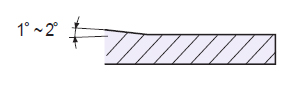 |
Used for finish machining and applied to hand reamer. |
Effect on Helix
Effect on Helix
| Helix direction | Feature |
|---|---|
| Straight angle(Helix angle 0°) | ㆍNormally surface is rough without cast iron. |
| The right Helix angle flute | ㆍGood machinability and good chip emission. ㆍThere is a wide area of application of workpiece. ㆍExcellent in high hardness workpiece. |
| The left Helix angle flute | ㆍSurface roughness is good for aluminum, copper, and copper alloy. ㆍEffective to workpieces of light material. |
Trouble Shooting
Trouble Shooting
| Trouble issue | Cause | Solution |
|---|---|---|
| Big hole | Maximize effect on burnishing |
|
| Hold down the occur Built-up edge. |
|
|
| Reduces the imbalance in cutting force. |
|
|
| Small hole | Reduce the finish effect |
|
| Roughness | Reduce the Chattering. |
|
| Surface roughness faulty | Enlarge on Burnishing. |
|
| Remove the fusion. |
|
|
| Remove the chattering. |
|
|
| Remove chip interference. |
|