We use cookies to improve service and protect users.


Technical Info
- ONLINE PR
- PRODUCTS

General data
HOME > Technical Info > General data
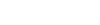
Nomenclature of Drill
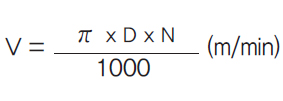
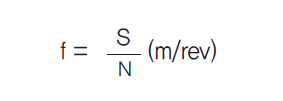
Machining formula
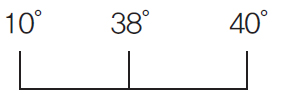
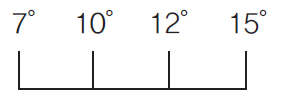
Working of Main Angle
| Point Angle | Torsional Angle | Lip Relief Angle | |
|---|---|---|---|
Small → Thrust → Large |
Good → Chip emission → Bad Large → Tool toughness → Small |
Small → Vibration → Large |
 |
| Point Angle | Torsional Angle | Lip Relief Angle | |
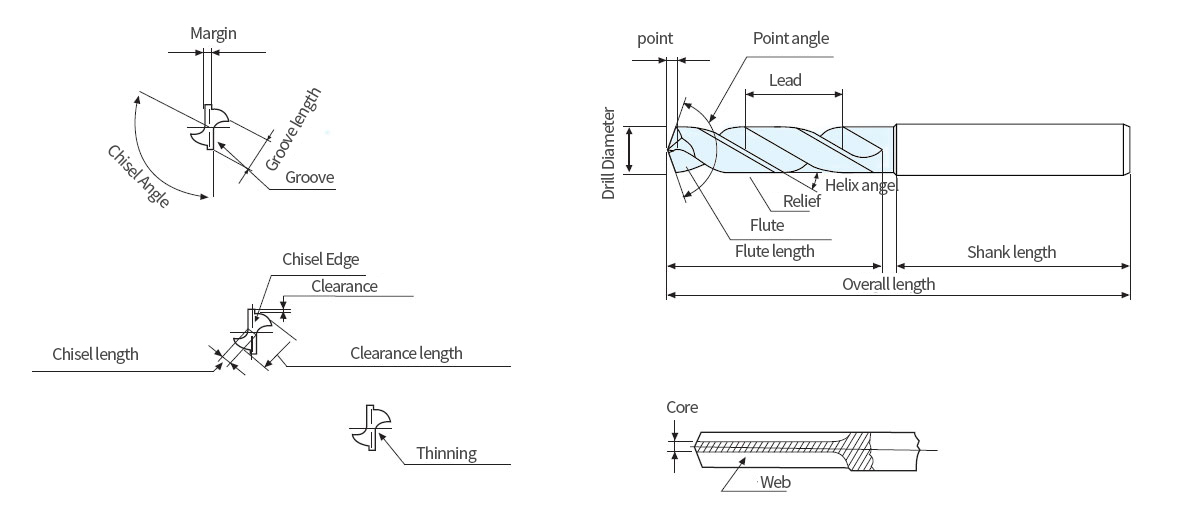
• D : Diameter of drill • N : Revolution • π : (3.14) (m/min) (mm) (rpm) |
• S : Depth of cut per min • N : Revolution (mm/rev) (mm/min) (rpm) |
• D : Diameter of drill • L : lead • π : (3.14) (mm) (mm) |
Drill Trouble Shooting
Drill Trouble Shooting
| Trouble issue | Cause | Solution |
|---|---|---|
| Drill does not enter the workpiece | Shortage of Lip Relief. Thick the Web. |
Regrinding to Lip Relief properly. Thin down the Web. |
| Margine chipping | Excessive Jig busing . | Using the suitable busing for Drill size. |
| Blance of cutting edge | Overheating the drill on work. | Reduce feed speed and supply with cutting oil sufficiently. |
| Chipping of cutting edge | Excessive rake angle. Excessive feed speed. |
Modify for Lip Relief. Reduce feed speed. |
| Broken of tang | Imperfection of connect between Taper shank and socket | Remove to socket alien substance or change to socket if it wear |
| Broken for brass work | Improper choice for Drill shape blockage the chip on groove point |
Choice to Drill properly |
| Crack of Drill core | Shortage of Flute Clearance. over feed speed |
Regrinding to Drill proper rake angle. Reduce feed speed. |
| Over hole size | Edge of flue angle and cutting length is different. Main shaft is loose |
Choice for good quality Drill. Tight up the Main shaft properly. |
| Broken for Flute edge | Over cutting speed Hard alien substance on workpiece Shortage of Drill tip Wear to Drill |
Grinding for tip properly. Reduce feed speed. Regrinding. |
| Irregular chip size | Edge of flue was wrong grinded or did work one side of flute. | Need to regrinding accurately. Choice for good quality drill. |
| Rough hole | Edge of flute was grinded as blunt or improperly. Unsupplied with cutting oil on Drill tip. Over feed speed Unsubstantial Tool holder. |
Regrinding to edge of flute angle. Supply with cutting oil properly. Reduce feed speed. Fix to Tool Holder solidly. |